十多年电炉设备生产制造经验
国家科委国家专利局八项专利、四项填补国内空白,四种炉型首次国内外运行并一次成功
重鑫电炉服务热线:029-86717939
13709218952
十多年电炉设备生产制造经验
国家科委国家专利局八项专利、四项填补国内空白,四种炉型首次国内外运行并一次成功
重鑫电炉服务热线:029-86717939
13709218952

咨询热线:
137-0921-8952
电话:029-89386755
传真: 029-86717939
邮件:szzxdl@163.com
网址:www.xazxdl.com
地址:西安市.辛家庙 .陕西重型机器厂内
80吨精炼炉多少钱?
LF-80T钢包精炼炉方案报价
国家专利产品
项目负责人:姚 建
联系电话:13709218952
办公电话: 029-89386755 F AX:029-86717939
高 新 技 术 企 业 统 一 编 号:0761101B0192
ISO9001:2000CQC证书编号:00107Q13347R0S/6100
陕重集团西安重鑫电炉设备有限公司
二零一七年三月二日
LF-80T钢包精炼炉
综述LF-80t技术方案
专利号:ZL2006 2 0135948.9
专利号:ZL2011 2 0206558.7
一、一台 LF-80t钢包精炼炉主要工艺技术参数、二、共用变压器、高压柜双并联精炼炉
现场实际情况为: 西安电炉,西安电炉设备,西安电弧炉,西安精炼炉,西安矿热炉,西安中频炉 ,西安电渣炉,西安重鑫电炉设备有限公司,http://www.xazxdl.com贵公司所上项目要满足五机五流小方胚150*150连铸,拉速在2.6-2.7米/分,也要在37分钟拉完一炉,钢好电炉基本满足,而电炉即便是有留钢操作,有炉门炉壁吹氧喷碳,也要经历数次加料,穿井、熔化、氧化、还原,那么升温、保温、成分微调、还原气氛,吹氩搅拌,成分均匀、合金均匀、温度均匀都得在LF炉实施完毕,而一台LF炉显然费劲,也无法缓冲,两台LF炉又显多余,故建议采用本公司一台半精炼炉西安重鑫电炉国家专利技术,即采用共用变压器共用高压柜双并联方式冶炼专利。
以上方案完全解决出钢量,与连铸时间、钢水量匹配,中间缓冲问题,还节能降耗,提高产量的,减少炉衬损失的工艺设备布局,我公司七年前专利,以在重庆、河北、东北实施。见方案二。
方案描述:
方案一(常规方案)、单台变压器配单台钢包冶炼
A、机械设备部分
1、基本工艺参数
额定容量 80T 钢包直径 Φ3030
电极直径 Φ400 (超高功率电极)
电极极心园Φ650
电极升降速度
自动 4.8/3.6 m/min 上升/下降(暂定,可调整)
手动 6.0/4.8 m/min 上升/下降(暂定,可调整)
电极升降行程 2800
炉盖提升高度 500
2、钢包车: 采用电机—减速机驱动方式(采用万向接连接方式),调速方式:采用变频器调速,要有拖缆装置。钢包车行走速度3~20米/MIN,定位精度±10MM
3、液压系统
变压泵 恒压变量泵(进口产品)
电极控制方式 进口比例方向+PLC控制
工作介质 水一乙二醇 (遵循使用采购三原则)
系统压力 12MPA
4、管式水冷炉盖:要有加料孔和除尘孔。
5、其它设备,如:水冷系统、加热桥架、短网、电极夹持和炉盖提升系统等,按精炼炉常规配置执行。事故水0.2~0.3KG,100M3/H
B、电气部分
1、精炼炉变压器: 16000KVA(油水冷却器),过载能力20%,(暂选长春三鼎变压器,申达)一次电压:35K,二次电压:310 ~270~190V,13级有载电动调压(远/近程操作、含重瓦斯保护,可超载20%),二次电流34212A。
2、高压柜:GBC-40.5,冶金频繁操作专用,三台,与低压柜,变压器控制连接、连锁,专供,施耐德宝光真空泡。
3、电气及自动化:采用西安重鑫电炉专利产品,节能降好的模糊智能控制系统,使得电能制度匹配合理,合理的灵敏度、死区控制,空间三维数学模型,非常贴近实际应用,全程超20%可调,100%启动能力,手动自动无干饶切换,并且互为备用,采用西门子S7—300PLC或1500,或日本三菱
STEP1500或STEP7采用V5.5或V5.4,Wincc采用V7.0或V6.2版本,各种联锁齐全,要有完整的监控和报警系统,如:压力、温度和流量,弧流、弧压等。
4、电极升降控制系统,采用PLC—电液比例调节阀,数量为三用一备。
5、钢包车采用变频器控制,台湾台达品牌。
6、液压系统介质水-乙二醇,使用三原则确保(甲方采购),进口比例阀,确保停电提电极功能。
三、辅助设备的设计及配置
供方选型、设计参数,与主系统同时设计,留出回路的输入、输出控制口,同时提供相应设备的技术参数及型号,以备需方采购。喊集中润滑,喂丝机、加料连接、电极存放装置等
冶炼周期37分钟,正负3分,(自动加合金,合金烘烤,钢包烘烤850度以上),变压器额定容量16000KVA/35KV
二次电压:310~270~190V(13级有载电动调压)
二次电流:34212A
IPC计算机+PLC控制,电极升降三相采用比例阀无级变速,液压系统采用恒压变量泵,钢包车采用变频调速。管式水冷炉盖,含第四孔除尘,第五孔加合金料。
超高功率石墨电极直径UHP400mm,电极分布园直径650mm,电极升降最大行程2800mm
炉盖提升高度:400MM
液压系统工作压力12MPa可调,液压介质:水乙二醇
氩气压力(6~8)×105Pa,耗量50~ 450 N1/min, 事故状态:1.6MPA.纯度 99.99%
冷却水系统耗量~300m3/h
方案二、《共用变压器双并联双精炼工位同时运行的LF钢包精炼炉》,采用西安重鑫电炉设备有限公司国家专利:ZL 2011 2 0206558.7和电炉模糊智能控制两专利,通过两台精炼炉双联并联短网,共用一台变压器,一台高压柜,经过专有的低压电控系统,可以实现两台精炼炉单独冶炼、交叉冶炼与同时冶炼的目的,从而达到为企业降低投资成本,降低消耗,提高产能,创造效益的效果。双联精炼炉是一种新型节能降耗、安全有效的精炼炉,提高电炉与连铸之间的缓冲能力,备份能力。
共用变压器、高压柜双并联精炼炉
总功率15000KVA,两个冶炼工位功率任意在7500KVA可调节(可超载20%),交叉出钢时另一台可直接升到15000KVA,化合金、石灰等,注:化合金和石灰、萤石等刚好是一台高功率化完另一台开始化,同时并联短网总电阻小于两个的任何一个电阻,加之节约辅助时间不停电,一台出钢、进钢另一台还在冶炼,所以使用效率也高,所以总的说来使用效率、电效率均得以提高,16000KVA变压器不能满足的,15000KVA变压器却可以满足生产,并且电耗低,出钢时间短,总功率不变,浪费减少,即便每台70分钟出一炉,也是每35分钟就可以交一炉钢到连铸,而电炉那边也是一对一电炉精炼,确保精炼炉的五大功能:升温、保温、合金成分微调、充分吹氩搅拌合金气体夹杂物均匀和排出气体、电炉与连铸之间的缓冲(时间节奏35分钟以内一炉,单台70分钟以内,耐材少损少,每台功率小),造合理的碱性渣。我公司在河北方正集团8000KVA/35KV变压器,同时供两套45吨LF钢包精炼,每台50分钟一炉钢,每25分钟交一炉精炼好的钢水上连铸,连铸坯大,拉速快,前面配转炉25-28分钟一炉,后面配连铸,完全满足,生产正常。上图为共用变压器
A、机械设备部分
1、基本工艺参数(一套变压器、高压柜,两套钢包车、桥架、炉盖、炉盖提升装置、液压、氩气系统、水系统、钢包、公用短网、两套电极升降系统)
额定容量 80T 钢包直径 Φ3030
电极直径 Φ400 (超高功率电极)
电极升降速度
自动 4.8/3.6 m/min 上升/下降(暂定,可调整)
手动 6.0/4.8 m/min 上升/下降(暂定,可调整)
2、钢包车: 采用电机—减速机驱动方式(采用万向接连接方式),调速方式:采用变频器调速,要有拖缆装置。
3、液压系统
变压泵 恒压变量泵(进口产品)
电极控制方式 进口比例方向+PLC控制
工作介质 水一乙二醇
4、管式水冷炉盖:要有加料孔和除尘孔。
5、其它设备,如:水冷系统、加热桥架、短
网(右图公用)、电极夹持和炉盖提升系统等,按精炼炉常规配置执行。
B、电气部分
1、精炼炉变压器: 15000KVA(油水冷却器),过载能力20%,(暂选长春三鼎变压器,申达)一次电压:35K,二次电压:310~270~190V,13级,有载电动调压(远/近程操作、含重瓦斯保护),2、高压柜:GBC-40.5,冶金频繁操作专用,三台,与低压柜,变压器控制连接、连锁,专供,施耐德宝光真空泡。
3、电气及自动化:采用西安重鑫电炉专利产品,节能降好的模糊智能控制系统,使得电能制度匹配合理,合理的灵敏度、死区控制,空间三维数学模型,非常贴近实际应用,全程超20%可调,100%启动能力,手动自动无干饶切换,并且互为备用,采用西门子S7-1500或S7—300PLC或1500,或日本三菱
STEP7采用V5.5或V5.4,Wincc采用V7.0或V6.2版本,各种联锁齐全,要有完整的监控和报警系统,如:压力、温度和流量,弧流、弧压等。
4、电极升降控制系统,采用PLC—电液比例调节阀,数量为三用一备。
5、钢包车采用变频器控制,台湾台达品牌。
6、液压系统介质水-乙二淳,使用三原则确保(甲方采购),进口比例阀,确保停电提电极功能。
三、辅助设备的设计及配置
供方选型、设计参数,与主系统同时设计,留出回路的输入、输出控制口,同时提供相应设备的技术参数及型号,以备需方采购。喊集中润滑,喂丝机、加料连接、电极存放装置等
冶炼周期60-70分钟/每工位,30-35分钟出一炉,(自动加合金,合金烘烤,钢包烘烤850度以上),变压器额定容量8000KVA/35KV
二次电压310~270~190V(13级有载电动调压)
二次电流:34212A/单台117106-34212A
IPC计算机+PLC控制,电极升降三相采用比例阀无级变速,液压系统采用恒压变量泵,钢包车采用变频调速。管式水冷炉盖,含第四孔除尘,第五孔加合金料。
超高功率石墨电极直径HP400mm,电极分布园直径650mm,电极升降最大行程2800mm
如用单臂三相精炼炉电极直径HP400mm,电极分布园直径600mm,电极升降最大行程2800mm
炉衬寿命更高,生温效率更好。三相极心圆更小,成本更低,维护减少,备品备件减少
炉盖提升高度:400MM
液压系统工作压力12MPa可调,液压介质:水乙二醇
氩气压力(6~8)×105Pa耗量50~ 450 N1/min,纯度99.99%,事故氩1.6MPA
冷却水系统耗量~2*300m3/h
行车轨面标高24m,150t行车两台
精炼炉变压器上级电力变压器标配容量
16000X 1.5=24000KVA(根据用户供电选择SVC装置)
附加合金料系统加料输送系统。
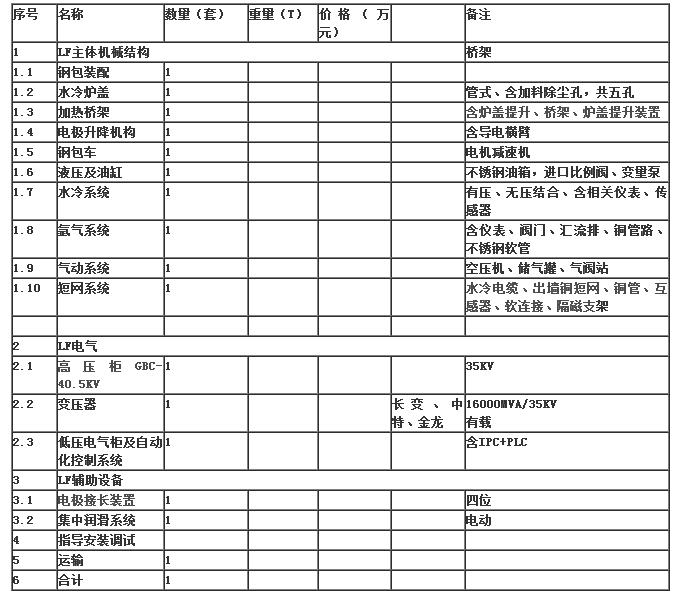
公用变压器公用高压柜双并联LF-80T所含内容
1) 电极升降机构(含立柱、铜钢复合板导电横臂 ) 2套
2) 加热桥架及导向轮组 2套
3) 短网 1套
4) 水冷炉盖 2套
5) 炉盖提升机构 2套
6) 水冷系统 2套
7) 液压站 2套
8) 压缩空气系统 2套
9) 底吹氩系统(2通路) 2套
10) 钢包车 2套
11) 四线喂丝机 2套
13)四孔位电极存放及连接装置 2套
14)自动加料系统 2套
15)变压器15000KVA/35KV 1套
16)高压柜GBC-40.5KV 1套
17)钢包 2套
80TLF供货范围及报价
以上所有项目生效后110天全部制作完毕。
方案二:采用公用变压器、高压柜双并联增加万元,即可增加一个加热工位,增加内容:低压动力、自动化控制、短网、电极升降系统、加热桥架炉盖提升系统、液压系统、管式水冷炉盖、导电横臂、氩气系统、水冷系统、钢包车。
采用单臂三相升降系统,可每工位减少10万元。
项目负责人:姚 建 联系电话:13709218952
办公电话: 029-89386755 F AX:029-86717939
高 新 技 术 企 业 统 一 编 号:0761101B0192
ISO9001:2000CQC证书编号:00107Q13347R0S/6100
陕重集团西安重鑫电炉设备有限公司
二零一七年三月二日


官方微信
电话:029-89386755
邮箱:szzxdl@163.com
厂址:西安市.辛家庙 .陕西重型机器厂内